Um perfekte Druckergebnisse zu erzielen muss man seinen FDM Drucker richtig kalibrieren und den Slicer richtig einstellen. In diesem Artikel habe ich nun meine Vorgehensweise inklusive der Testdrucke zusammengestellt, damit jeder schnell und einfach zu perfekten Ergebnissen kommt.
Jedes Filament, ja sogar jede Farbe des gleichen Filamentherstellers, oder eine neue Rolle des gleichen Filaments kann unterschiedliche Druckeinstellungen für optimale Druckergebnisse benötigen. Daher ist es essentiell den Drucker bei jeder neuen Rolle Filament zu testen und einzustellen, ansonsten kann es zu schlechten Druckergebnissen kommen, was ich persönlich immer schade finde, denn wenn ich etwas selbst mache, soll es besser als gekauft werden, weshalb ich auch lieber langsamer drucke, aber dafür mit dem Ergebnis viel zufriedener sein kann und mir sehr oft schon sehr viel Nachbearbeitungszeit erspart blieb.
{slider title="Inhaltsverzeichnis" open="false" class="icon"}{/sliders}
Wer seinen Drucker selbst baut und zum ersten Mal in Betrieb nimmt, oder prüfen möchte, ob sein gekaufter Drucker wirklich richtig kalibriert ist, findet ganz unten nach der Erklärung der Dual Nozzle Kalibrierung eine Schritt für Schritt Anleitung für die Erstinbetriebnahme (Kalibrieren der Achsen und des Extruders & Prüfung der Rechtwinkligkeit).
Standard Kalibrierung
Filamentdurchmesser prüfen
Heutzutage sind die meisten Filamente schon sehr genau (Toleranzen im Durchmesser sind gering und das Filament ist wirklich rund und nicht oval), jedoch kann es sein, dass man eine Rolle erwischt, speziell bei billigen Filamenten, bei denen der Durchmesser nicht genau der Norm entspricht. Am besten misst man das Filament mehrmals in 30-50cm Abständen und schaut zum einen wie gleichmäßig der Filamentdurchmesser ist und ob er den Normmaßen entspricht (1,75 oder 2,98 oder 3mm).
Misst man nun mit einem Messschieber 1,74 anstelle von 1,75 so trägt man dies in der Filament Einstellung des Slicers ein.
Stellt man beim Messen fest, dass das Filament stark variiert, so kann man den Mittelwert der Messergebnisse im Slicer eintragen, muss sich aber bewusst sein, dass es durch die Änderung des Filamentdurchmessers auch zu ungleichmäßigen Extrusionen und somit einer ungleichmäßigen Oberfläche der Druckteile Führt. Die Variation des Durchmessers kann Herstellungsbedingte Gründe haben, aber auch ein schlecht gelagertes Filament kann auf einer Seite mehr Feuchtigkeit aufgenommen haben, wodurch das Filament angeschwollen ist. Für die richtige Lagerung und Trocknung von Filamenten, als auch wie man erkennen kann, ob es sich um feuchtes Filament handelt habe ich in diesen Artikel zusammengestellt: FDM - Probleme mit feuchtem Filament?!

Messschieber
Dieser Analoge Messschieber ist auf jeden Fall ausreichend, man muss jedoch wissen, wie man den Nonius richtig abliest.

Messchieber Digital
Dank der digitalen ist der Messschieber leichter und schneller abzulesen als ein Analoger.
Düsenabstand
Achtung: Bevor man den ersten Druck wagt sollte an sicher sein, dass das Druckbett auch im Level ist und wer kein Autobedleveling hat findest in diesem Artikel mehr Informationen zum Leveln des Druckbetts: Warum ich kein Auto Bed Leveling nutze & Anleitung zum Leveln
Wie der ste Layer aussehen soll wurd bereits auf dieser Seite schön beschrieben: https://help.prusa3d.com/en/article/first-layer-calibration_112364
Einstellen der optimalen Drucktemperatur Temperatur
Da bei unterschiedlichen Temperatureinstellungen das Filament sich deutlich anders verhält ist diese Kalibrierung unbedingt mit jedem neuen Filament durchzuführen.
Kalibrierung:
Zu aller Anfang ist es am besten einen Turm zu drucken, der in regelmäßigen Abständen mit unterschiedlicher Temperatur gedruckt wird. Dies hilft die perfekte Drucktemperatur zu finden, bei der das Filament verarbeitet werden kann. Leider kann nicht jeder Slicer die Schichten eines Objekts in unterschiedlichen Temperatureinstellungen drucken, daher sind meine Empfehlungen Cura - Slicer & Host und IdeaMaker (Slicer). Wichtig ist, dass die Drucktemperatur stark von dem Düsendurchmesser und der Druckgeschwindigkeit abhängt, will man also schnell drucken, so muss der Drucktower auch demensprechend groß sein, da der Drucker je nach Beschleunigung eine Gewisse Wegstrecke benötigt um die maximale Druckgeschwindigkeit zu erreichen.
Nach dem Druck kann man nun schauen, welche die geringste Temperatur ist, bei der das Filament gute Schichthaftung aufweist, indem man das Druckteil zerbricht.
Idealerweise nimmt man einen Temptower, wie ich ihn unten verlinkt habe, der mehrere Test (Überhang, Bridge) in einem macht, so kann man schnell die ideale Temperatur an Hand der Optik und der Stabilität wählen.

Smart compact temperature calibration tower
Temptower mit Overhang, Bridging und Stringing Test
Flussrate / Flowrate / Extrusion Multiplyer
Im nächsten Schritt muss nun die Flussrate/Flowrate so eingestellt werden, dass bei der idealen Temperatur nun auch die richtige Menge an Filament aus der Düse kommt, damit die gedruckte Schicht genauso breit ist, wie sie sein soll. Ist die Linie zu breit, spricht man von Overextrusion, ist sie zu gering spricht man von Underextrusion.
Kalibrierung:
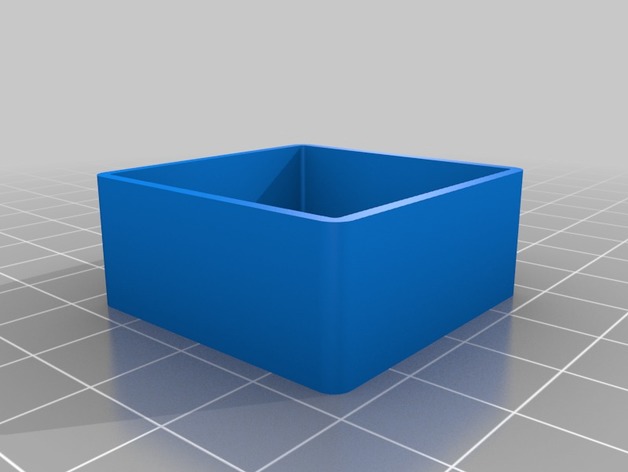
Meine einfachste Lösung ist die den Standard Testwürfel in dem Modus Spiral Vase / Spiralize Outer Contour so kann man prüfen ob der Boden wirklich eben ist (keine Over- oder Underextrusion) und ob die Wand, welche nur noch aus einer Linie besteht, wirklich den Einstellungen entspricht.
Hinweis:
Sollte man in diesem Einstellung starke Änderungen machen müssen, so kann es sein, dass die Schritte des Extruders nicht richtig eingestellt sind, mehr dazu ganz unten unter Einstellen der Steps des Extruders
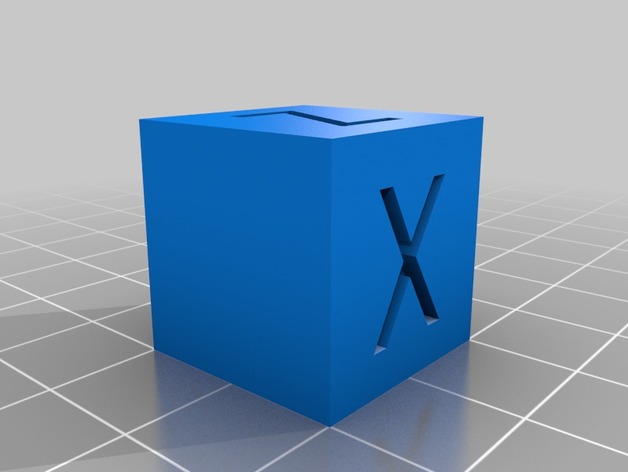
Flowrate Calibration
Wer in seinen Slicereinstellungen keinen Modus Spiral Vase / Spiralize Outer Contour kann sich hier die passende Datei herunterladen, um einen Würfel mit nur einer Linienbreite zu drucken.
Düsenabstand genauer einstellen
Wer den richtige Flussrate und Temperatur eingestellt hat, kann nun das Druckbett perfekt einstellen. Wie genau der erste Layer aussehen soll wurde auf dieser Seite schön dargestellt: https://help.prusa3d.com/en/article/first-layer-calibration_112364
Wessen Drucker microstepping unterstützt, kann nun die finale Druckeinstellung auch mit der Offsetfunktion optimal einstellen (Software) und so muss die Hardware nicht mehr geändert werden.
Overhang
Mit der Feineinstellung von Temperatur kann man die Qualität der Überhänge stark verbessern.
Manche Slicer wie der IdeaMaker erlauben es Geschwindigkeit, Flussrate und Stärke der Kühlung zu bestimmen, so kann man mit etwas Geduld die perfekten Einstellungen finden.
Calibration for Overhang and Retraction
Dieser Test ist gut, weil er nicht zu klein ist und zugleich zeigt, ob es Probleme mit dem Retract gibt.
Retract
Als Retract versteht man das zurückziehen des Filaments, damit während der Fahrten zwischen 2 Druckobjekten das Filament nicht hinaustropft. Das Filament wird soweit zurückgezogen, dass es in den kühlen Bereich des Coldends gezogen wird um wieder zu erhörten. Würde es im heißen Bereich bleiben, wäre es flüssig und würde langsam aus der Düse tropfen. Wie weit das Filament nach hinten gezogen werden muss hängt zum einen vom Material selbst ab und von der Heatbrake, bzw. der Kühlleistung des Coldends. Je kleiner der Bereich von Warm (Hotendtemperatur 200-300°C) zum Coldend (~30°C) desto kürzer fällt der Retract aus, daher ist eine gute Heatbrake essentiell für saubere Drucke.
Die Retrakt Distanz ist so zu wählen, dass kein Filament aus der Düse tropft (Ozzed) aber auch nicht zu hoch, dass würde den Extruder übermäßig belasten und kann sogar dazu führen, dass sich das Filament erst im kalten Bereich der Heatbrake verfestigt und kann so verkleben.
Die Geschwindigkeit in der das Filament eingezogen wird kann bei PLA bei 40-45mm/s und bei PETG nicht über 35mm/s und bei ABS nicht über 30mm/s gesetzt werden. Dies hängt davon ab, wie flüssig (Viskosität) das Filament im Hotend ist.
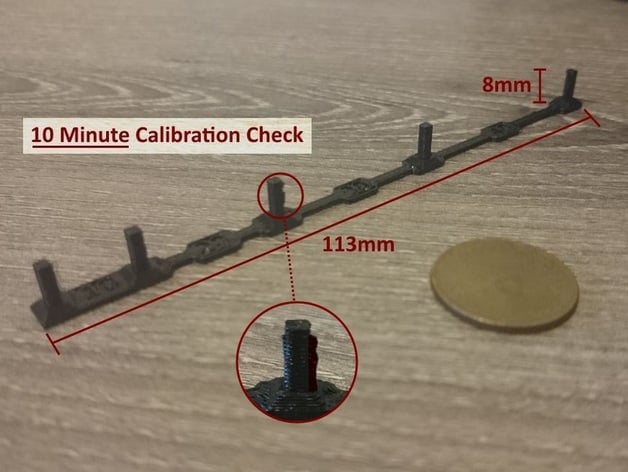
10 Minute Mini Calibration Test
Ein schneller Test, der zeigt, wie weit man mit dem Extruder fahren kann, ohne dass es zu Ozzing kommt.
Bridging
Unter Bridging versteht man, dass der Drucker kleine Strecken zwischen 2 Wänden in der "Luft druckt".
Bei manchen Slicern wie dem IdeaMaker hat man die Möglichkeit Geschwindigkeit, Flussrate und Kühlung für Briding separat einzustellen.
Höhere Verfahrensgeschwindigkeiten und mittlere Kühlung (zu hohe Kühlung kann das extrudierte Filament verblasen) sind normalerweise besser.
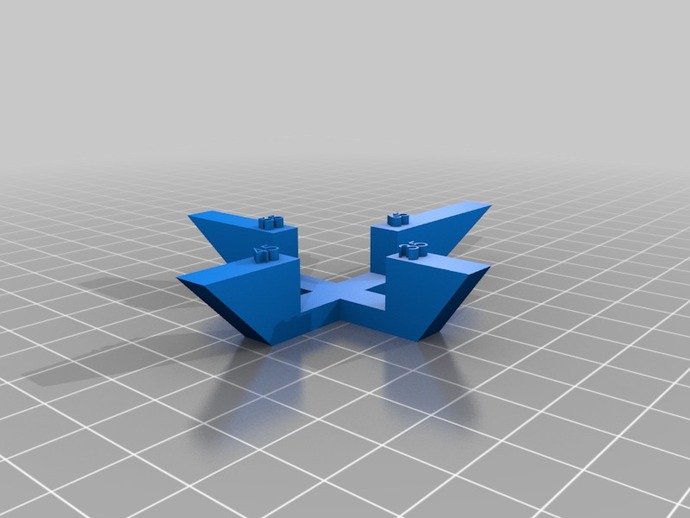
Dual Nozzle Calibration
Beim Druck mit mehreren Düsen muss das Offset richtig eingestellt werden, damit die 2 Drucke wirklich ineinandergreifen.
https://www.thingiverse.com/thing:533814
https://www.thingiverse.com/thing:2801124
Multitests
Hier sind ein paar Testdrucke um schnell mehrere Tests in einem machen zu können:
https://www.thingiverse.com/thing:1850320
https://www.thingiverse.com/thing:8757
https://teachingtechyt.github.io/calibration.html#flow
Weitere Tests:
https://drucktipps3d.de/download/
Erstinbetriebnahme
Einstellen der Steps des Extruders
Achtung: Diese Einstellung muss in der Firmware geändert werden!
Am einfachsten ist dieser Test zu machen, wenn der Extruder ohne Hotend alleine angesteuert werden kann. Zuerst ist das Filament in den Extruder einzuziehen und soll ein Stücken vom Extruder hinausschauen. Genau am Ausgang des Extruders wird das Filament mit einem Stift markiert und danach extrudiert man mit einem Host oder in den Druckereinstellungen genau 10cm Filament. Danach macht man wieder genau am Ausgang des Extruders einen Strich und misst dann den Abstand zum ersten Strich.
(eine genauere Erklärung folgt in Kürze)
Parallelität
Der Abstand von Düse zu Druckbett soll an jeder stelle gleich groß sein, sonst haftet der erste Layer nicht gut, was im späteren verlauf des Drucks zu Problemen führen kann, aber im besten Fall einfach nur unschön aussieht.
Da ich persönlich nicht viel von Auto Bedleveling halte, da es kein richtiges Leveln ist, sondern ein Kompensieren von Ungenauigkeiten (Z Achse fährt ständig rauf und runter) und meiner Erfahrung nach ein gut eingestelltes Druckbett sich nicht einfach so verstellt, drucke ich immer einen Kreis, denn so sieht man schön, ob das Druckbett verstellt ist oder nicht.
Wie man das Druckbett Levelt habe ich in diesem Artikel genau beschrieben: Warum ich kein Auto Bed Leveling nutze & Anleitung zum Leveln.
Weitere Kalibrierungen:
https://www.thingiverse.com/thing:2795629
- https://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide
- https://blog.prusaprinters.org/calculator_3416/
- https://blog.prusaprinters.org/calculator_3416/
- Internet Quelle 4: https://teachingtechyt.github.io/calibration.html
Dann finde HIER heraus, wie du dieses Projekt unterstützen kannst!
Durch deine Unterstützung kann dieses Projekt erhalten und weiter ausgebaut werden.
Author: